マウスガード用模型のトリミング
マウスガードの厚みについては
- 外傷予防性能
- 形態修正
- 咬合調整
以上の3点より、唇頬側においても、口蓋側、咬合面においても前方部ほど厚く、後方にいくに従い薄くなるのが理想的になります。
この様なマウスガードの厚みに成型するには、模型の形状が重要になってきます。
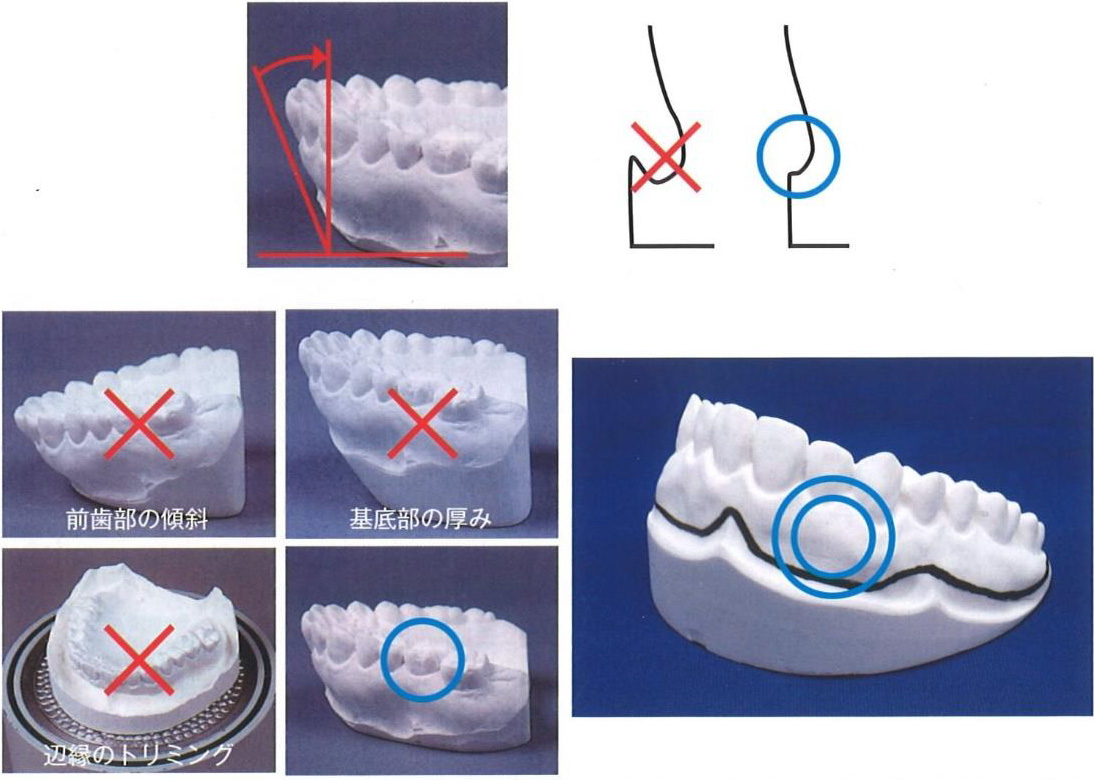
図の様な模型の形状にする事で、シートを加圧する際にある程度の厚みの調整が可能となります。

チタン鋳造技術の経験豊富な歯科技工所
マウスガードの厚みについては
以上の3点より、唇頬側においても、口蓋側、咬合面においても前方部ほど厚く、後方にいくに従い薄くなるのが理想的になります。
この様なマウスガードの厚みに成型するには、模型の形状が重要になってきます。
図の様な模型の形状にする事で、シートを加圧する際にある程度の厚みの調整が可能となります。
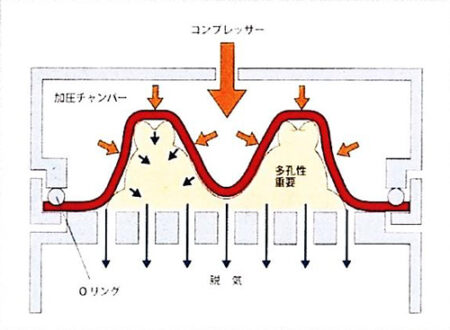
マウスガードの制作方法に、吸引型と加圧型があります。
弊社では、加圧型にて製作しています。
この加圧型の利点としては、模型に一定の圧が加わる事により、模型の通気性によらず良好な適合を得ることができます。

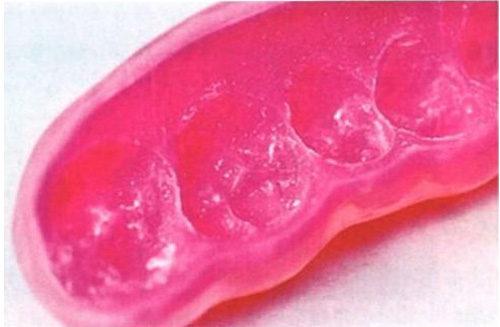
吸引型成型器(左)と加圧型成型器(右)で製作したマウスガードの適合状態
模型に一定の圧力が加わる為に模型の通気性によらず、良好な適合性が得られます。
このため、適した模型材は寸法再現性や強度を優先して、硬石膏以上の硬度のある石膏が好ましくなります。
一般的には「マウスピース」「マウスプロテクター」「ガムシード」などと呼ばれています。
記録として残っているものは今から130年以上前、1892年イギリスが発祥とされています。
また日本ではその33年後、カスタムメイドのマウスガードをボクシング選手に提供した記録が残っています。
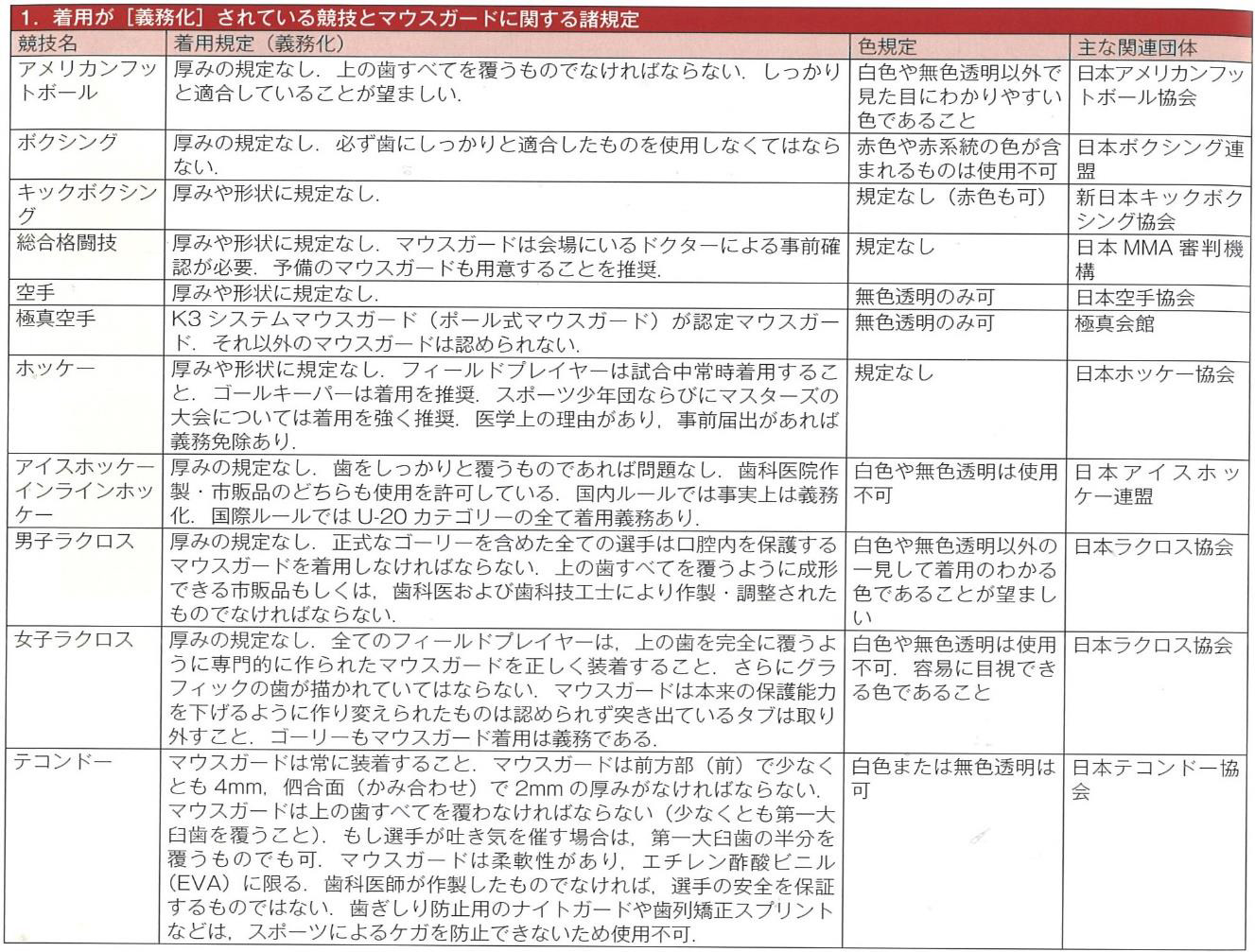
スポーツによる顎口腔系の外傷には「競技特性」があると言われて、傾向を知ることにより事故を未然に防ぐ事ができるとされています。
選手同士の接触が多い競技などのコンタクトスポーツではマウスガードの装着が有効とされ、多くは義務化されています。
研磨材料は、各メーカーにより多種多様な物が販売されています。
多くの物は研磨対象となるマテリアルが指定されていて、それにより効率良く作業が進められます。
 |
1)松風ビトリファイドダイヤ | |
| 適応対象) | ジルコニア、陶材等のセラミックス製の補綴物の研削 | |
| 特徴) | 細粒のダイヤモンドを高密度に充填した研削材。セラミックス製の補綴物に対して 優れた研削力と耐久性 を持つ | |
 |
2)松風カーボランダムポイント | |
| 適応対象) | 陶材、陶歯、硬質レジン、金合金、パラジウム合金、銀合金、天然歯の研削 | |
| 特徴) | 研削性、耐久性、操作性のバランスが良い 様々な材質の補綴物に対応 |
|
 |
1))ジルコシャイン 松風 | |
| 適応対象) | ジルコニア等のセラミックス製の補綴物の研磨 | |
| 特徴) | セラミックス製の補綴物を研磨する為のゴム製研磨材 | |
 |
2))松風シリコンポイントPタイプ | |
| 適応対象) | 陶材、陶歯の中仕上げ研磨仕上げ用 | |
| 特徴) | 陶材、陶歯の中仕上げ、研磨仕上げ用だが、陶材のセルフグレーズ前に使用すればグレーズ後の表面により滑らかにできる。 | |
 |
3)コンポマスター 松風 | |
| 適応対象) | コンポジットレジン、硬質レジン、硬質レジン歯、陶材メタルの研磨仕上げ | |
| 特徴) | 多量の超微粒子ダイヤモンドをゴムバインダーに配合 コンポジットレジンに対しての最終仕上げ用のポイント |
|
マウスガードやマウスピースの素材は「エチレン酢酸ビニル(EVA)」のため、通常の研磨、艶出しという工程での表面処理はできません。
このため調整後のEVAは機械的な仕上げ方法ではなく、溶剤(マウスガードフィニッシャー)による艶出しの方法を行います。

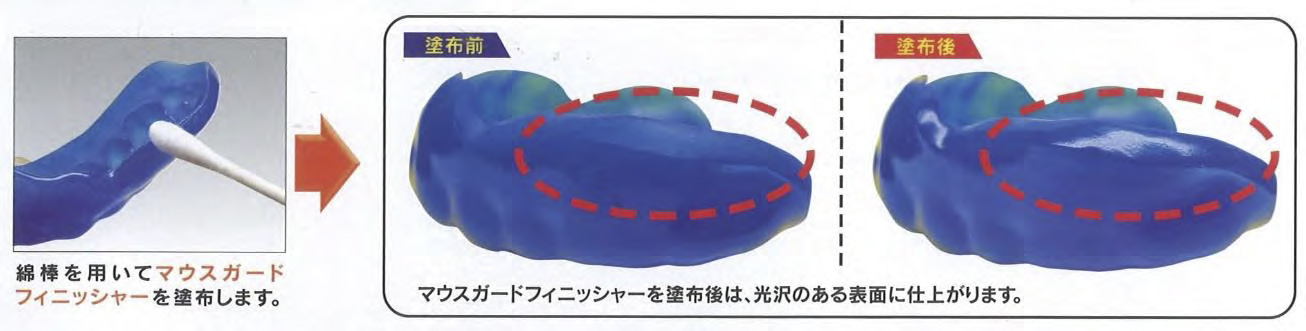
かなり強力な溶剤ですので、レジン等のプラスチック、樹脂、ゴム等を溶かしてしまいます。
そのため使用する綿棒の軸は紙製の物を使用して下さい。
プラスチック製の軸の綿棒を使用しますと、軸が溶解して色移りなどが起きてしまう可能性があります。