チタン鋳造冠の調整・研磨
比較的低い周速(約10,000rpm)では、Co-Cr合金より研削量が大きく、それほど削りにくい感じはしません。
荷重を増加させる方が周速を上げるよりも、効率よく研削量を増大せせる事ができます。
逆に高回転で研削・研磨を行うと、ポイントが目詰まりを起こし、その結果温度が上昇して火花が発生してしまいます。
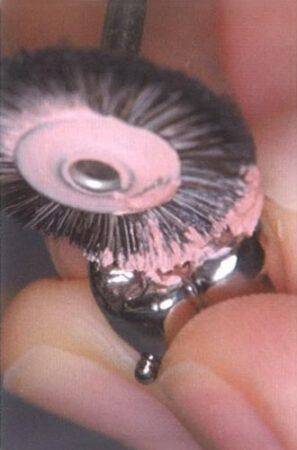
仕上げ研磨用に使用する研磨材は、ペースト状の物を用いると発熱を抑える事ができます。

チタン鋳造技術の経験豊富な歯科技工所
比較的低い周速(約10,000rpm)では、Co-Cr合金より研削量が大きく、それほど削りにくい感じはしません。
荷重を増加させる方が周速を上げるよりも、効率よく研削量を増大せせる事ができます。
逆に高回転で研削・研磨を行うと、ポイントが目詰まりを起こし、その結果温度が上昇して火花が発生してしまいます。
仕上げ研磨用に使用する研磨材は、ペースト状の物を用いると発熱を抑える事ができます。